















- Главная
- Блог
- Справочник
- ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ РЕДУКТОРОВ
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ РЕДУКТОРОВ
25.01.2022
15325
Содержание:
- Методика расчета консольных нагрузок на выходной вал
- Методика расчета консольных нагрузок на входной вал
1. Методика расчета консольных нагрузок на выходной вал
Радиальная нагрузка
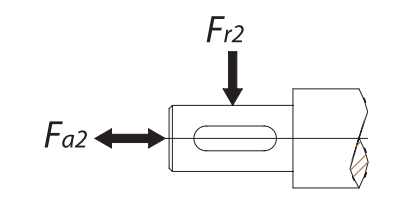
Для правильного выбора редуктора действующая радиальная нагрузка на выходном валу редуктора Fr не должна превышать максимально допустимого значения, указанного в таблице выбора Fr2 (см. стр. 124). Действующая радиальная нагрузка рассчитывается по формуле:
Методика выбора габарита редуктора серии MRD, исходя из радиальной нагрузки на выходной вал:
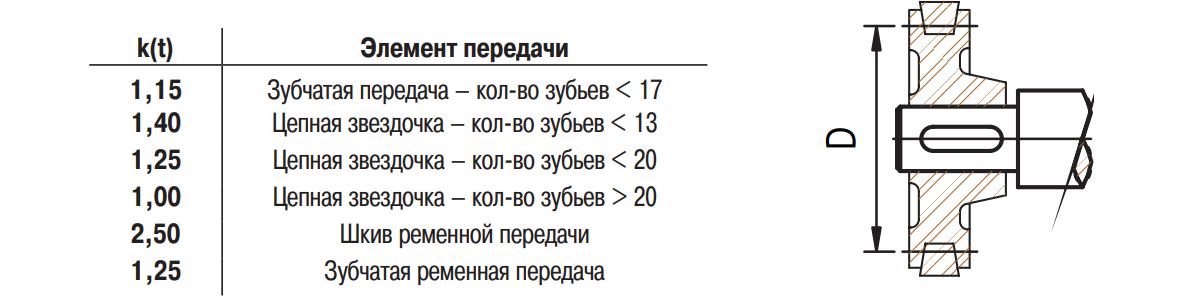
- Определяем место приложения радиальной нагрузки, расстояние Х (см. рис.)
- Выбираем из таблицы, в соответствии с нужным габаритом, коэффициенты a, b, c.
- Определяем максимально допустимую радиальную нагрузку, действующую на подшипники, при чем полученное значение должно быть больше действующей радиальной нагрузки (*):

- Определяем максимально допустимую радиальную нагрузку, действующую на выходной вал, при чем полученное значение должно быть больше действующей радиальной нагрузки (**):

Редуктор считается выбранным правильно, если выполнены оба условия (*) и (**).
Осевая нагрузка
Осевая нагрузка рассчитывается по ниже приведенной формуле:
2. Методика расчета консольных нагрузок на входной вал
Методика расчета консольных нагрузок на входной вал аналогична методике расчета консольных нагрузок на выходной вал.
Читайте также
10153
30.08.22
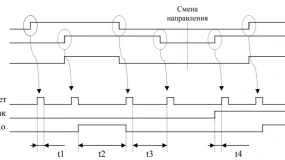
Предназначен для декодирования сигналов инкрементных преобразователей перемещения.

1264
10.01.26
Современные станки с числовым программным управлением уже невозможно представить без высокоточных систем обратной связи. Инкрементальные датчики — одни из главных элементов этой цепи. Рассмотрим ведущие бренды, на чьей продукции построена большая часть современных систем автоматизации.
1666
13.01.26
Оптические линейки обеспечивают точное измерение перемещений и стабильную работу систем ЧПУ. В обзоре рассмотрим ведущих производителей — Heidenhain, Renishaw, Mitutoyo, Fagor Automation и FANUC, чьи решения применяются от высокоточных фрезерных центров до длинноходовых промышленных установок.